Belt conveyors are widely used mechanical systems designed to transport materials from one location to another within various industries. They consist of a continuous loop of material (the belt) that moves over pulleys, allowing for efficient and automated material handling.
Key Features
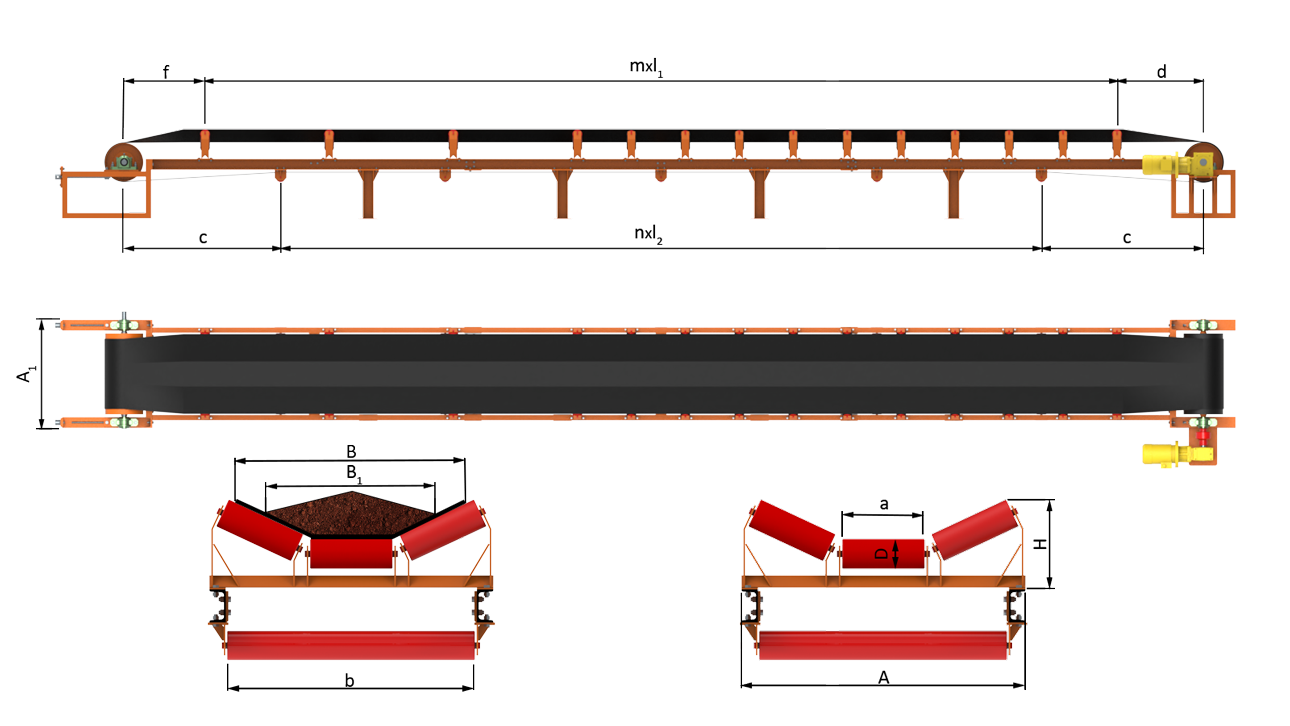
- Components
- Belt: Made from materials like rubber, fabric, or metal, depending on the application.
- Pulleys: Two or more pulleys that drive the belt; include a drive pulley and a tail pulley.
- Idlers: Rollers that support the belt and help maintain its alignment.
- Frame: The structural support that holds the components in place, often made from steel or aluminum.
- Types of Belts
- Flat Belts: Standard type used for transporting a variety of materials.
- Modular Belts: Composed of interlocking segments, allowing for easy replacement and flexibility.
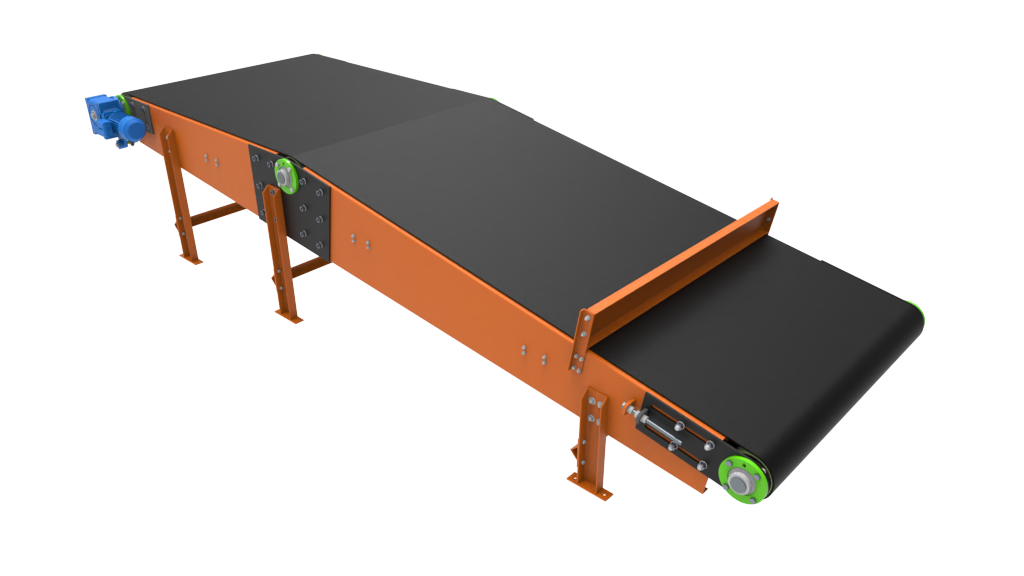
- Cleated Belts: Feature raised sections to prevent material from sliding back, ideal for inclined transport.
- Wire Mesh Belts: Used for high-temperature applications or where airflow is required.
- Drive Systems
- Electric Motors: Commonly used for driving the belt, with various power ratings depending on the load.
- Gearboxes: Reduce the speed of the motor while increasing torque for effective belt movement.
- Control Systems
- Variable Speed Drives: Allow for adjustments in belt speed based on operational requirements.
- Sensors and Automation: Integrate with control systems for monitoring and optimizing performance.
Applications
- Manufacturing: Transporting raw materials and finished products along production lines.
- Mining and Quarrying: Moving bulk materials like coal, ore, and aggregates.
- Food Processing: Handling products in processing and packaging operations.
- Warehousing and Distribution: Facilitating the movement of goods in storage and logistics centers.
Advantages
- Efficiency: Capable of moving large quantities of materials quickly and continuously.
- Versatility: Suitable for various materials and applications, including heavy and bulk items.
- Low Labor Costs: Reduces the need for manual handling, lowering operational costs.
- Safety: Minimizes the risk of injury by automating material transport.

